我们的【白银【当地】数控等离子切割机光纤激光切割机工厂批发】视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
以下是:【白银【当地】数控等离子切割机光纤激光切割机工厂批发】的图文介绍

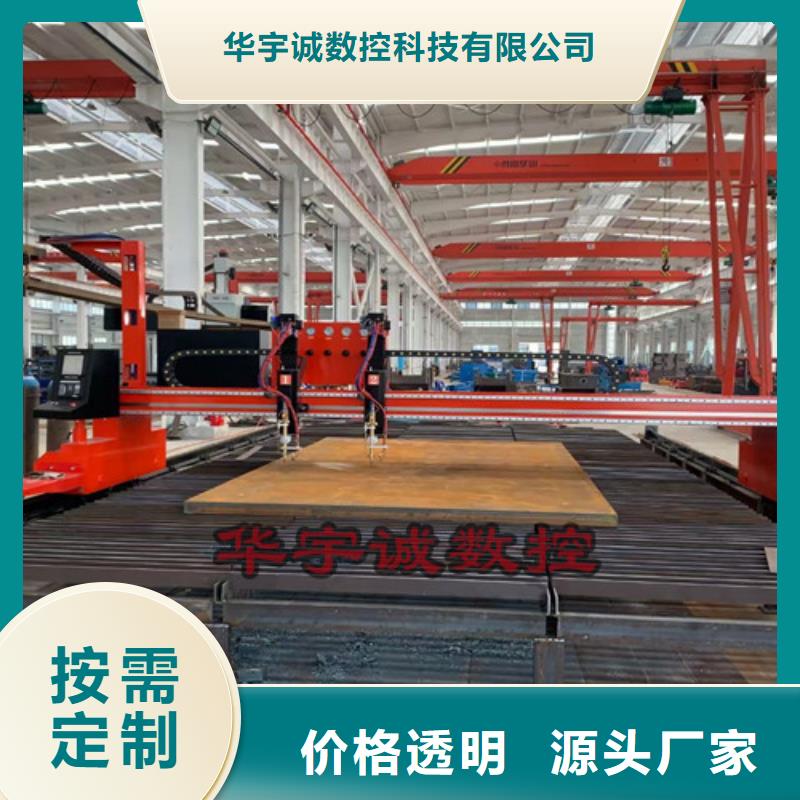
华宇诚数控科技有限公司针对不同客户需求,我们可度身订做各种 白银光纤激光切割机排名、及多种 白银光纤激光切割机排名、周边设备等,我们注重产品与市场的衔接,公司有一批经验丰富的产品研发小组,在把握产品质量的同时,又不断开发适合市场需求的新款式。


不少准备选购数控切割机的客户,都在发愁一个问题,就是数控切割机怎么编程?数控切割机发展到今天已经很成熟了,虽然系统是采用国际通用G码编程,不少人认为自己记不住或不认识G码,如何实现编程?如何操作数控切割机呢?但是现在随着智能与人工应用的发展,在使用和操作数控切割机的时候,根本是无需编程的,今天奥迅切割设备小编就拿数控等离子切割机为例,讲解一下怎么编程?
奥迅切割机内置图形
首先现在数控切割机操作系统一般都内置了部分常规切割图形,像咱们奥迅数控切割机里面,都存储了48种常规作业图形样式,当客户使用的时候,只需要修改相关参数,例如圆形来说,需要修改需要切割的圆形半径尺寸,以及需要切割数量,和选择切割的圆形为成品配件或是挖空废料件即可,通过以上指令后,等离子数控切割机就可以自动操作了。整个过程根本是无需编程,也无需客户读懂或认识G码。
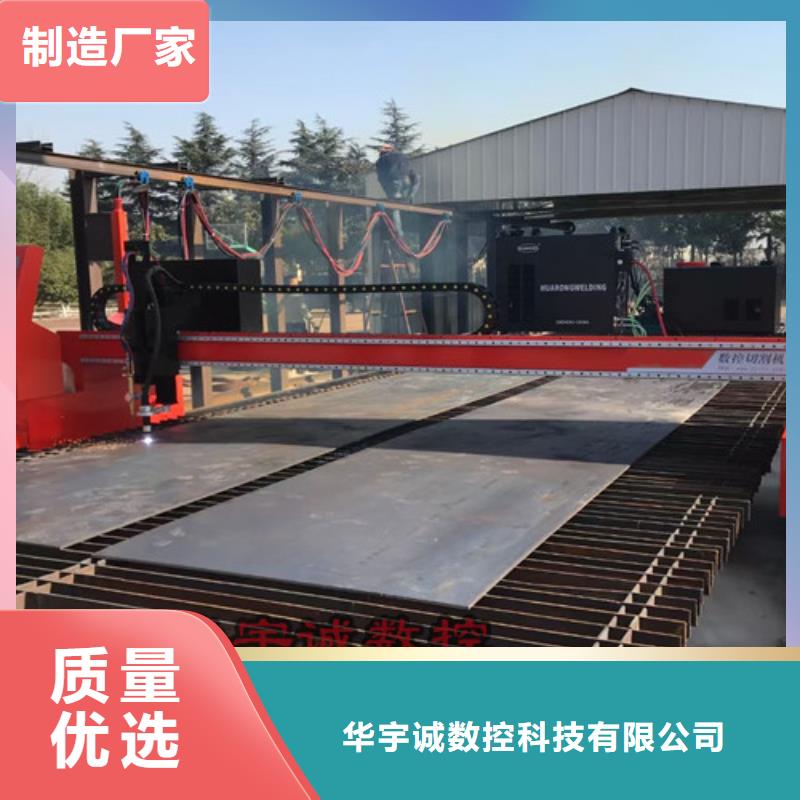
CAD绘制切割图形
其次客户需要切割的图形非常规图形,毕竟每个客户生产的需求不同,针对于系统库木有的图形,客户就需要编程了,不懂G码如何实现编程呢?其实问题并不难,首先客户需要在CAD上画出自己想要切割的图形,以及各个标量参数,然后把图形输出到桌边文件。然后客户打开随机赠送的自动编程操作软件,通过选择文件打开刚做好的CAD图形,然后软件就是自动转化为切割代码。客户点击另存为保存好输出的txt格式文件。然后把输出后的txt文件复制到U盘,插入等离子数控切割机的操作主机,就可以实现所需图形的切割操作了。实际整个所谓是编程过程,客户根本木有实际编写G码,也根本无需读懂G码,就这么简单的操作了,所以我们奥迅给客户讲解的时候曾举例说,只要你能学会操作老年手机,就可以完全可以操控我们的数控切割机,无需编程就这么简单。
奥迅切割机切割案例



当前大家对于数控等离子切割机都是颇为感兴趣的,大家都想要了解一下数控等离子切割机,那么小美也是在网络上收集了一些关于数控等离子切割机的一些信息来分享给大家,希望能够帮到大家哦。
1、数控等离子切割机,就是指用于控制机床或设备的工件指令(或程序),是以数字形式给定的一种新的控制方式。
2、将这种指令提供给数控自动切割机的控制装置时,切割机就能按照给定的程序,自动地进行切割。
3、数控切割由数控系统和机械构架两大部分组成。
4、与传统手动和半自动切割相比,数控切割通过数控系统即控制器提供的切割技术、切割工艺和自动控制技术,有效控制和提高切割质量和切割效率。
5、 数控切割:是指数控火焰、等离子、激光和水射流等切割机,根据数控切割套料软件提供的优化套料切割程序进行全时、自动、高效、高质量、高利用率的数控切割。
6、数控切割代表了现代高科技的生产方式,是先进的优化套料计算技术与计算机数控技术和切割机械相结合的产物。
本文到此结束,希望对大家有所帮助。





 扫一扫
扫一扫